|
Development
of the Indian handmade paper industry :
a case study
Dr. Arun Kumar and T N Subramanian
|
The
demand for paper and board in India will certainly continue to grow as the
country’s economy develops over the coming decades. The current per capita
consumption has risen from 2.5 kg (in 1994) to 4 kg. This figure is still rather
low compared with consumption per capita in many industrialized countries. Total
production of paper and board in India is predicted to rise in the next two
years from 3 million to 4 million tonnes.
Like other industries, paper production requires an assured supply of raw
materials. Given the current pressure on forests, the wood-based resources
traditionally used will become increasingly scarce and uneconomical. Their
scarcity has already led to a decline in capacity utilization in the Indian
paper industry. Paper and board mills are currently running at 60 per cent
capacity. In recent years, 0.86 million tonnes of installed capacity has become
redundant for various reasons including energy shortages and increasingly strict
pollution control legislation.
Handmade paper units, on the other hand, are mainly constrained only by limited
demand. In a world where the emphasis is clearly shifting to
environment-friendly products and production systems, the large untapped
potential of the handmade paper industry cannot be ignored. For a developing
country like India, faced with increasing shortages of natural raw materials,
energy sources and capital, the development of this industry offers considerable
potential to meet development objectives and respond to demand for both domestic
and export products.
Untapped Potential
Handmade paper units are defined essentially by the fact that their
operations are carried out manually. With
pure cellulosic (or raw) materials to be pulped, mechanical rather than chemical
pulping methods would be used. In fact, the existing handmade paper industry
relies wholly on secondary resources. There is no theoretical limit to the size
of handmade paper units, though in India they are often limited in practice to a
production capacity of 300 tonnes per year.
The handmade paper industry uses exclusively non-forest raw materials. At
present, it uses only cellulose-rich materials such as cotton rags, waste paper
and waste kraft. This could easily be extended to the use of biomass materials
and agricultural residues, some of which can be grown; specifically for handmade
paper production. Non-wood biomass resources have the additional advantage of
being amenable to conversion by environment-friendly processes. Some steps have
already been initiated in this direction for the utilization of straws, rice
husk and grasses.
Handmade paper production also offers extensive possibilities for in-plant
recycling. The paper waste emanating from industries incorporating intensive use
of paper can very conveniently be recycled for reuse in the parent industry,
often saving costs. Moreover, opportunities exist for interfacing paper
recycling systems with a host of industries involved in, for example, packaging,
printing, and industrial filter manufacture. In its effort to develop effective
systems for small-scale paper production, Development Alternatives has analysed
the performance of the Indian paper industry on all scales. This analysis has
drawn on industry publications and information concerning technology, trade and
production obtained directly from operating units.
The Indian paper industry can be divided into
four categories:
ii) large-scale (integrated) units - 50,000 tones and up per year;
ii) medium-scale units - 10,000 to 50,000 tonnes per year;
iii) small-scale agro-based units - up to 10,000 tonnes per year; and
iv) handmade paper units - 60 to 300 tonnes per year.
Our analysis indicates that specific consumption of resources is lowest in
handmade paper units. Water consumption per tone of paper is 150 cubic meters for handmade paper, compared with some 250 cubic metres for paper from
large-scale integrated units. Large-scale integrated units also consume large
quantities of electricity and chemicals, and are polluting. Small-scale
agro-based units are severely polluting, as they are usually unable to afford
pollution control equipment.
Large-scale units consume an average of 2.5 tonnes of forest-based raw materials
per tonne of paper; small-scale units consume an average of 3.5 tonnes of raw
materials, mostly agro-based, per tonne of paper. In contrast, a handmade paper
unit uses only 1.1 tonne of raw materials per tonne of paper produced. One
important reason for this is that waste generated in the manufacturing process
is internally recycled without any loss in quality.
Handmade paper production does not require large-scale capital investment.
Economically, this is one of its biggest advantages in the Indian context. It is
clear from Figure 1 (on the next page) that capital intensity increases
dramatically as the scale of production increases. For large-scale integrated
units, it can cost up to US$ 1000 to add each extra tonne of capacity. Adding
capacity in handmade paper units costs only
about half as much. Handmade paper enjoys a similar advantage in employment
generating potential. Employment creation in a handmade paper unit requires only
one tenth the capital required in a large-scale integrated unit (Figure 2). |
Figure 1
Installed capacity (tonnes/year)
 |
Case study: the TARA handmade paper production unit
TARA (Technology and Action for Rural Advancement) is the
technology-marketing wing of Development Alternatives. The strategy of the TARA
handmade paper production unit of Development Alternatives is based on:
i) identification of unique market segments;
ii) development of a complete technology package, including recycling, for
handmade paper.
The TARA handmade paper unit was commissioned in 1991 in the peri-urban area of
Delhi. It employs 35 women and seven men. The key functions of paper
manufacturing are performed by women. The women operators have been given
on-the-job training. Productivity in the unit has increased from one to 4.5
tonnes per month, operating with eight-hour shifts.
Encouraged by the economic success of this enterprise, TARA is setting up a 16
tonne per month unit at Jhansi, in Central India.
Marketing Strategy
Handmade paper production in India has been constrained by poor demand,
which in turn has been limited because of poor marketing. Efforts by the
Government and its main village industry agency, KVIC, to promote the handmade
paper industry have focused on production of office stationery articles and the
creation of domestic demand. This emphasis on domestic markets has led to the
production primarily of paper and paper products which can, in fact, be
manufactured more efficiently and economically by large paper mills. This has
made the handmade paper industry appear uncompetitive.
This need not be the case. Handmade paper has its own unique selling
propositions (USP), and TARA has demonstrated the possibility of increasing the
production capacity through technology development. Only when market niches are
properly designed, however, can handmade paper become an economically viable
product.
|
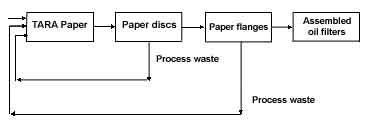
The handmade paper unit commenced production by committing a major share of its
output to industrial users. TARA was able to develop a high-quality black filter
paper for India’s leading automotive filter manufacturer. The aim was to
produce a chemical-free paper which had the correct strength characteristics to
replace the aluminium end discs of the filter. Other automotive filter
manufacturers catering to the replacement market have followed suit. TARA was
also able to develop a high-quality, zero-netwaste recycling system in which all
the waste generated during the manufacture of sub-components is recycled. The
flow chart and details of the recycling system are shown in Figure-3 . |
Figure 3
Recycling system for manufacture of automative filters
|
More recently, TARA has developed over 100 varieties of handmade paper using a
wide choice of waste paper, rags, natural biomass mixtures, and agro-residues.
Process development
Due to the flexibility of its manufacturing process, the TARA unit is able
to devise the blend of materials and recipes for manufacturing handmade paper
according to client needs and specifications. Through this exercise, a large
selection of papers of natural grades and shades (i.e. produced without chemical
bleaching) has been developed using a variety of biomass materials such as
straws, grasses and silk cotton. This has
been achieved with the minimum use of chemicals and through mechanical pulping.
Each variety of paper is specified according to the process parameters to be
controlled, which include pulp characteristics, colour matching, texture
control, and control of surface finish.
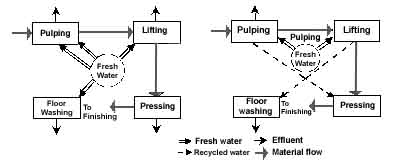
Another important aspect of process development is the internal recycling of
resources, especially water. In a proposed scheme (Figure 4 on the next
page), water from intermediate processes such as pressing will be
collected and reused in other operations. The targeted consumption of water in
proposed TARA units is 90 cubic metres per tonne of paper produced, compared
with the existing level of 150 cubic metres.
The standard equipment available for handmade paper production was found to be
inadequate, both in terms of performance and reliability. The equipment
development undertaken by Development Alternatives has resulted in higher
productivity. |
Figure 4
Waste utilization scheme for TARA paper unit
 |
Handmade paper will gain widespread acceptance only if it can be
produced and delivered with a high level of consistency of quality and
reproducibility between different lots. Quality control is an even bigger
problem for the handmade sector than for the rest of the paper industry. Quality
control procedures have largely been ignored, leading to poor realization and a
very high level of rejection. The quality control procedure evolved by TARA lay
down specifications for the purchase of raw materials, inspection procedures,
and control of pulp parameters. Acceptance procedures for pulp can ensure that
the paper produced will be suitable for downline processes up to the finishing
stage.
Future areas of research
The handmade paper industry can flourish by adding new capacity, by
rejuvenation of existing units through technology inputs, and by development of
specific market segments. However, the sustained growth of handmade paper units
will require further research in several key areas:
Handmade paper production currently hinges on the availability of cotton rags
and waste paper. Many other materials
currently used only for blending could form a major component in the manufacture
of paper. Materials identified for active research are silk cotton (a type of
tree cotton), banana fibre, straws and grasses. These materials can easily be
cultivated locally for paper production.
The use of diverse materials will depend on the development of
environment-friendly processes. One area of research will be the use of
biotechnology, for example for the recovery of alpha cellulose from different
non-forest based materials, and for lignin removal using organisms like
white-rot fungi. The use of chemicals, and associated effluent disposal
problems, could be avoided through the use of biotechnological processes for
digestion.
Another area of research is the recovery of natural dyes for paper and printing
inks. The use of natural dyes can increase the choice of colours, textures and
finishes, besides leading to the creation of jobs involving, for example, block
printing.
Skill development
Handmade paper production requires close controls on thickness and
weight, both of which have traditionally depended on exceptional operator
skills. Technology development will need to integrate methods for rapid skill
development as a means of internal quality control.
Recycling partnerships
There is a large, unexplored wealth of waste cellulosic materials and
paper waste emanating from different industries:
Although systems exist for the recovery and recycling of major wastes, higher
value addition can be achieved by internal recycling in the industries
generating the waste.
This will require the creation of partnerships for integrating recycling
technology with social objectives in an economically viable manner. Such
partnerships need to be researched, and their wide-scale acceptance amongst
existing industries promoted.
Innovative production systems
Handmade paper production is amenable to decentralization. Through
research, units based exclusively on local production of non-forest based raw
materials can be planned. Future small, decentralized units can easily be
installed in rural areas, even areas with limited access to water and
electricity. The part of the production system that requires major capital
investments, and may thus benefit from economies of scale, could be based in
urban areas and integrated with the marketing system.
Conclusions
The case study of the TARA handmade paper unit demonstrates the importance
of technology development in tandem with the development of markets. Such
efforts have a potential to be widely replicated in a sustainable manner in
decentralized production units. Further research is needed in key areas such as
technology (including that required for recycling), the training of employees,
and marketing.
Source: UNEP Industry and Environment
References
1. See N.I. Rao, Quarterly
journal of Indian Pulp and Paper Association, 1993, pp. 1-11.
2. See R.S. Gora, K.L. Shah and P.K. Chakravarty, Quarterly Journal of
lndian Pulp and Paper Association Vol. 3 (4), 1393, pp. 44-49
