|
Effect of Utilisation of
Fly Ash in
Introduction During the previous decade,
increased cost of energy has led to the finding alternates to
traditional roofing elements. With rising incomes and awareness, grass
and thatched roofing solutions have lost their importance. The
traditional galvanised sheets are also losing importance due to high
costs and low operating life. Micro concrete roofing tiles are designed
to meet high quality standards in strength, shape and colour. Therefore,
they can be used in high-end construction as well as low-cost rural
houses. Tiles meet the need for efficient protection but can be suitably
designed to improve the aesthetics. MCR tiles are made from a mixture of
stone crusher dust, sand, cement and water. In recent years due to the
rising cost of cement, there was a need expressed by small-scale MCR
manufacturers to reduce the cost of cement by suitable alternatives.
This is more so since around 35 per cent of the production cost is
attributed from cement alone. Choice of Additives Choice of additives for the
replacement of cement was governed by price and easy availability.
Production of MCR tiles uses ordinary portland cement. It was calculated
from stoichiometric compositions that during the hydration of cement
within the MCR composition, there is an appreciable release of unreacted
CaO and its derived forms. If this can be suitably used for chemical
reactions to form strength-giving phases, then it should reduce the
requirement of cement. Thus, for the experimentation
phase, dry fly ash was used to replace cement. Dry fly ash was procured
from the electrostatic precipitators of thermal power plants. Fly ash
generally has an appreciable silica and alumina content with appreciable
CaO. Raw Materials The raw material used in the
above experiment was procured locally at Datia, Madhya Pradesh. Stone
dust and fine stone aggregate (<10 mm) were taken from a nearby stone
crusher. Fine stone aggregate was sieved to get the required particle
size of 6 mm. Coarse sand from nearby riverbed was procured and sieved
in a 2.36 mm mesh to get the required particle size. Cement used was of
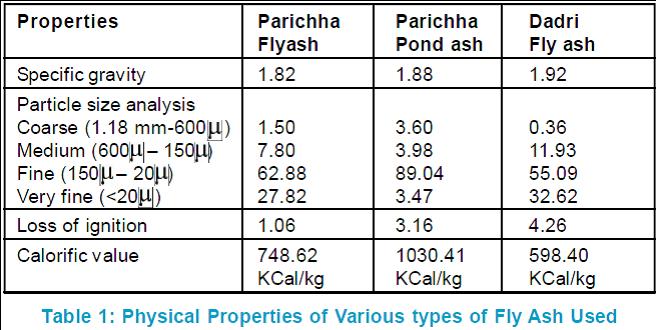
OPC grade, ACC make. For various experimentations, both fly and pond ash
was procured from Parichha Thermal Power Plant, Jhansi, Uttar Pradesh.
Additionally, dry fly ash was also procured from Dadri Thermal Power
Plant, Dadri, Uttar Pradesh. Properties of the various types of ash used
are given in Table 1.
Equipments The equipments used for making
MCR tiles include the standard system of vibrating table operated by a
0.25 HP single phase motor. Demoulding of tiles was done on polystyrene
moulds, to give its unique profile. Composition The composition used in the
experimental is given in Table 2. All values are on weight ratio basis.
Seven different compositions were used with progressive replacem Production Process All the materials were
collected in dry state. The required quantity of raw materials were
measured and batched. Initial mixing was also done in a dry state. After
uniform mixing, a measured quantity of water was added. A uniform
quantity of water: cement ratio of 0: 6 was maintained in all the
batches, irrespective of the composition, in order to ensure uniformity.
Mixing time with water was standardised at 5 minutes. The mixture was
vibrated to produce the desired shape on vibrating table for about 45
seconds before being transferred to a polystyrene mould on a plastic to
maintain the unique profile. After initial setting in airtight
environment for 24 hours, the mixture was water cured for 14 days. After
14 days the tiles were atmosphere cured under a moist condition.
Testing Tiles were tested for load
bearing capacity and water absorption as per standard MCR tiles testing
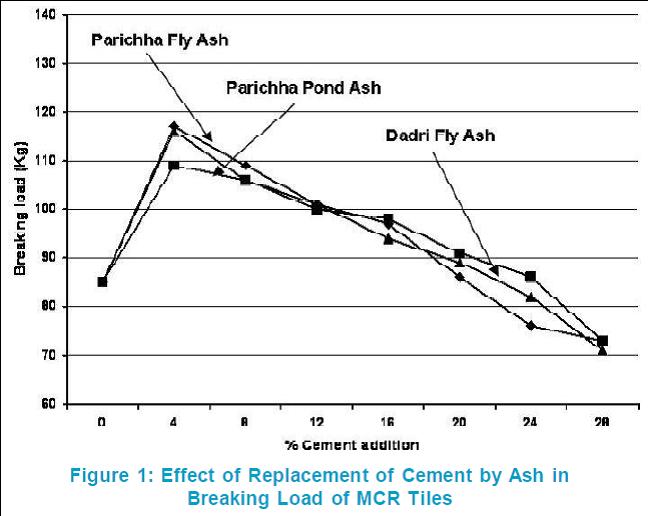
procedures. Results and Discussion The results of progressive
addition of various types of ash replacing cement have been given in
Figures 1 and 2. It can be seen from the above
results that there is a distinct benefit when fly ash is added to
replace cement in MCR tiles. The strength of tiles increases by more
than 25 per cent upon 4 per cent replacement of cement by ash. Even with
16 per cent replacement of cement gives an improved breaking load
compared to the standard composition presently being followed. As
expected, the coarser variety of ash, i.e., pond ash also has a similar
effect on the properties of tiles. It can also be concluded that the
development of strength is similar in all the types of ash being used
and, thus, is not dependent on any physical properties of the ash being
used.
During water curing, hydration
of Ordinary Portland Cement in MCR tiles releases free lime (CaO) which
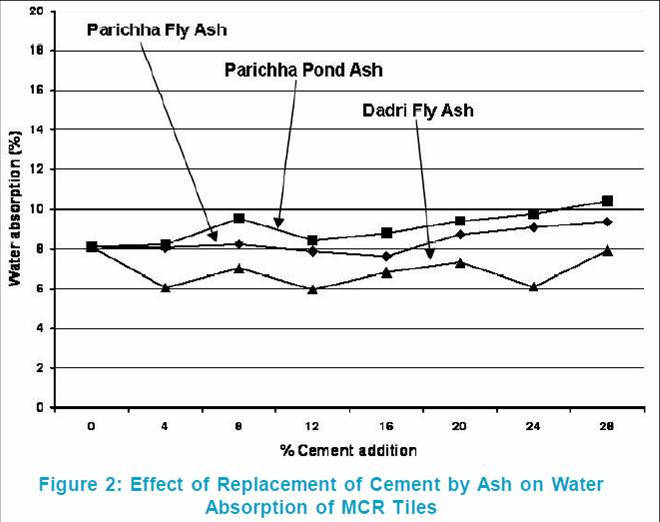
reacts with water and transforms into Calcium hydroxide [Ca(OH) Apart from breaking load, one
of the most important properties of an MCR tiles from the user point of
view is the ability of withstanding water seepage. Although it is
measured through a seepage test, water absorption also gives a fairly
accurate idea. Figure 2 shows the effect of ash addition on the water
absorption of MCR tiles. Apart from the coarser pond ash, both the finer
ash, i.e., fly ash shows similar properties. At lower addition of fly
ash, no appreciable change in water absorption properties is seen.
However, with increased addition of finer ash, the water absorption
property of an MCR tiles improves. This is due to the decrease in the
open pores, resulting from a more dense body defined by a dense packing.
The finer fly ash fills the interstitial spaces between the coarser
aggregate and sand, resulting in more dense packing and lower water
absorption. |
|
Some Interesting Facts on Waste 1 An average person throws away 3-4 glass bottles and 13 plastic bottles/cans a week. 2 An average steel can now weighs 24 gm compared to 32 gm twenty years ago. 3 Recycling just one plastic bottle can save the same amount of energy needed to power a 60W bulb for 6 hours. 4 It can take upto 50 times more energy to produce a battery than it actually delivers. 5 50 per cent of the steel in Europe is recycled. Luxembourg has the highest steel recycling rate at 98 per cent. 6 The global net reduction of forested area in (1990s) was nearly 10 million hectares a year. 7 15 million mobile phones equates to some 1500 MT of potential landfill. 8 80 million fluorescent lighting bulbs go to landfills each year. |
|
From the above study, it is recommended to add between 15-20 per cent of ash of thermal power plants replacing cement for production of MCR tiles. However, this will only be true if during production the cement being used is ordinary portland cement. The ash recommended for use can be of any type not restricted to fly ash. But, as far as possible, dry fly ash should be preferred. Addition of recommended quantity of ash will also lower the production cost by around 7 per cent, which is expected to improve the profitability of the MCR tile business. q Sarthak Kuila
|
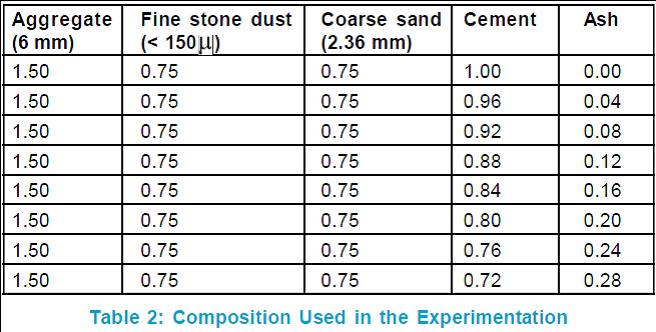 ent
of cement by various types of ash.
ent
of cement by various types of ash.