|
Interlocking
Hollow Core Blocks J. Subhash and G. Manjunath |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Shelter is a basic human requirement affecting the largest number of people worldwide. The building industry accounts for nearly half of the GNP of most nations. It is interesting to note the following points regarding buildings and building related activities:
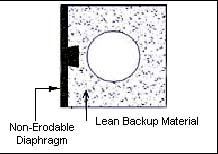
Unfortunately, apart from high technology surfacing materials that have emerged over the years, the basic performance criterion required of a walling material remains unexamined. The entire development has revolved around stronger walls to give more resilient surfaces whereas logically the decisions should have been based around resilient surfaces with lean back up materials for the body of the wall. The strength requirement of a walling material rated at 150 Kgs/sq cm in itself is a fallacy. The soil bearing capacity is usually 2 to 3 Kg/sq cm and the load on a wall is less than 1 Kg/sq cm per floor. The high compressive strength of a walling block is the direct consequence of its surface requirements. The ideal block would therefore require a resilient non-erodable surface with a lean backup body material. Another important criterion should be the feasibility of manufacture at the site, with minimal capital. The hollow core interlocking blocks address all these issues comprehensively. The analytical approach results in a sustainable product that results in reducing environmental impacts, integrates efficient use of resource, resists earthquakes, is locally responsive and promotes greater equity. The hollow core interlocking blocks have the following intrinsic characteristics:
The system rationalises the building product industry and the procedure in order to
Additional benefits
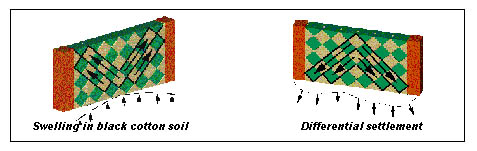
Application of interlocking hollow core blocks in diagonally bonded walls Year after year we have to contend with natural disasters such as earthquakes and cyclones. Today’s walls unfortunately are the most susceptible, owing to their inability to withstand horizontal thrust. Reinforced cement concrete bands do solve the problem to a certain extent but the life span of such solutions is often environmentally questionable. Feasible solutions however to withstand these thrusts, involve prohibitive costs. Yet traditional practices in the Maharashtra region of India, in and around Pompeii, southwards from Naples, Dresden in Germany, and Palestine used very simple variations to counter problems of lateral thrusts during earthquakes and cyclones. Traditional solutions also existed for containing the swelling or contraction of soil in black cotton soil areas. Stone masonry was used diagonally in order to absorb lateral vibrations.
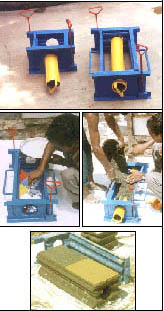
There must have been good reason for the use of diagonal stone bonding in areas with black cotton soil and in earthquake prone areas. The principles were sound and the contemporary adaptation could very easily bring a turn about in the construction industry, which is consuming vast quantities of natural resources with every problem encountered. Using the plasticity of concrete, a simple moulding process delivers an interlocking block with tremendous resilience against horizontal thrusts and the resultant tension. This also offers a substitute to the increasing use of steel, an expensive resource, which is used so that the walls may withstand tension. The Diagonal interlocking has been developed to resist lateral thrusts during an earthquake. These thrusts are transferred diagonally to the foundation. The diagonal bonding also allows better load distribution while building on unpredictable soils such as black cotton soil, which have a tendency to swell and shrink. In case of differential settlement of soil the corbelled arch action prevents cracks and in case of swelling, this bond works in reverse and helps in a more even distribution of the loads, thus avoiding collapse. Using interlocking blocks as a base, several adaptations are possible. Holes on both sides are also possible in order to accommodate additional services if required. Interlocking
Blocks for Earthquake resistant housing Diagonal interlocking blocks designed by Anangpur Building Centre have been used for earthquake resistant housing in Gujarat, India, and it is interesting to note that 20 ft. high freestanding walls recently withstood an earthquake measuring 4.8 on the Richter Scale. The concept of interlocking diagonally bonded blocks has been nominated for the coveted Design Sense Awards of UK. One has often only to look back and examine the wisdom of the past and dovetail it with the developments of today to arrive at appropriate solutions. The simple technology is an interesting and appropriate solution to a problem of key importance in many developing countries. q The author is an architect and heads the Anangpur Building Centre, New Delhi |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||